
What is Centerless Grinding ? Centerless Grinding Process, Types & Advantages
Centerless Grinding is an outer diameter grinding process sometimes we call it OD Grinding. Centerless grinding is a process used to remove material from a workpiece. It is different from the cylindrical, centered grinding process.
Table of Contents
Centerless Grinding
Obtaining consistent and quality results from the Centerless Grinding Process, need knowledge of the basic fundamental. Most application difficulties associated with Centerless Grinding arise from a confusion of the basics. This is why knowing how the Centerless Process works and how to use it get most of it in your shop.
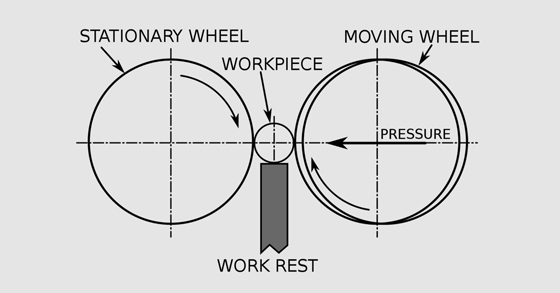
In Centerless grinding, the workpiece is secured between two grinding wheels and rotatory grinding wheels speed is depends on the rate at which material removed from the piece. ( Positioning of abrasive wheels as per photo)
We all know about grinding and it must have ever seen where highly finished surfaces are required. Grinding is a kind of machining process which is done by means of abrasives.
If we talk about centerless grinding then something is cleared by its name that this type of grinding is not have any kind of fixed center i.e. centerless grinding has not any fixture to locate and fix the workpiece at a fixed position. It is also a type of machining process which is used to provide a smooth surface to the workpiece.
The grinding wheel rotates about a fix axis and has higher angular velocity as compared to the workpiece. Only grinding wheel is responsible for the machining, the regulating wheel only applies external pressure for proper grinding; it provides linear feed to the workpiece.
Regulating wheel is not fixed at their axis, it is moveable so that proper contact should be maintained between the workpiece and grinding wheel. The workpiece is placed over the fixed work-rest plate and the grinding wheel along with the regulating wheel involves the adjustment of the position of a workpiece.
The centerless grinding can be categories into two types’ i.e. external centerless grinding and internal centerless grinding. We are familiar with the external grinding which is used for the finishing of the outer surface of the workpieces but the internal center less grinding have some special applications such as grinding of holes for the shafts and other internal finishing operations.
The setup of the internal centre less grinding is quite complicated as compared to the external centerless grinding.
Also Read: Handling and Storage Method of Abrasives Grinding Wheels
Types of Centerless Grinding Process
There are mainly two different types of Centreless Grinding:
In-feed grinding
The workpiece can have separate outer diameters over the length and each part of the workpiece is ground or the total workpiece is crushed using a modified grinding wheel.
Thru-feed grinding
Tubular workpieces can be ground using this process. The workpiece can be bigger than the grinding wheel and will yet be ground over the full width. It is also possible to crush small workpieces with this process. In this case, many workpieces are ground at the same time in the device and large throughput can be obtained.
How it works
Centerless Grinding Wheel is a very similar process of grinding like cylindrical grinding engines but the only distinction is that this is without a spindle.
In Centerless grinding machine, it takes the piece between two wheels, twisting in the same direction at various speeds, and a fitting platform.
- One wheel, recognized as the grinding wheel, is on a set axis and turns, such that the power applied to the piece is focused downward, against the fixture stand. This wheel generally performs the grinding work by having a greater tangential speed, than the piece at the point of contact.
- The other wheel, known as the regulating wheel, is adjustable. It places this wheel to use lateral pressure to the piece and usually has either a coarse or rubber-bonded abrasive to catch the piece. The regulating wheel specifications are also determined by the piece to be ground.
- The velocity of the two wheels relevant to each other gives the grinding action and defines the rate at which it extracts material from the job. During the process, the job turns with the regulating wheel, with the very linear velocity at the point of connection and no slipping. The grinding wheel spins faster, moving past the surface of the job at the point of connection and switching chips of material as it passes.
Also Read : Grinding Machine Safety Precautions
Grinding Usage
Centerless grinding machine is one of the grinding machine models. Grinding machine is a strong machining tool that scrapes a work piece utilizing an abrasive/grinding wheel. Abrasive wheel cover has small rough bits, which in contact with the work piece apply sheer energy that causes shear deformation.
In plain terms, it alters the shape of a work piece by cutting its tiny chips. Grinding is a real metal-cutting process.
The grinding wheels are available in firm steel or aluminum disc with abrasive scraps pressed and bonded to the cover.
Many manufacturers require work pieces that have a specific dimension, form, and finish, that’s where the grinding machine is utilized. The work pieces that require to be completed can be ground on this device from 0.25 to 0.50 mm depth.
A higher amount of metal can also be excluded in case of rough purposes. In the business, one can get the easiest grinding machine to elaborate CG machines.
The new Centerless Grinding machinery is energy operated machines with high-end stipulations. The construction of the machine is created in a way that it gives the needed stability for vibration-free services. Such machines have thermally built and vibration damping device bed. Both wheels- regulating and grinding are furnished in a hydraulic table. The machine has slides and truing accessories that can be electromechanically actuated.
Benefits of Centreless Grinding
- With line-wise help of the workpiece, it is possible to grind fine or fragile work pieces
- It is not needed to prepare the work piece for setting in the grinding machine
- Loading/Unloading of the work piece is easy and simple to automate.
- When practicing continues through-feed grinding there is no time damage for changing the work piece.
- Large work pieces can be managed with rather small machines.
- Very high grinding wheel rotation velocity can be achieved.
Also Read Abrasive Wheel : Uses, Types & Benefits
Industrial Applications of Centerless Grinding
Centerless grinding is preferred for requirements where many parts need to be processed in a short period of time.
Centerless grinding is critical to manufacturing many high-volume automotive components. These include valve spools, control rods, camshafts, crankshafts, pistons, sleeves, and rollers.
In addition, centerless grinding is applied to produce parts for the hydraulics and fluid control, medical and aerospace industries—indeed, any industry where roundness and extreme accuracy of cylindrical surfaces is needed.
Mass Production: Bolts, Shafts, Bearings, Hubs, Valves, Needles, Axles, Pivots
Special Applications: Z.B. bars, Tubes, Cylinders, Rotors, Isolators, Balls
Also Read : Common Grinding Problems

Featured Product
Abrasives Surface Grinding Segments
Hindustan surface grinding Segment are a universal choice for all those customers for heavy, rapid stock removal and production work. These Segments can easily handle tolerance operations and are generally preferred in such uses only.
FAQs – Centerless Grinding
Centerless grinding is an outer diameter grinding process used to remove material from a workpiece. Unlike cylindrical, centered grinding, centerless grinding does not require a fixed center or a fixture to locate and fix the workpiece at a specific position.
In centerless grinding, the workpiece is secured between two grinding wheels, with the grinding wheel rotating about a fixed axis and having a higher angular velocity compared to the workpiece. The regulating wheel applies external pressure and provides linear feed to the workpiece. The grinding wheel removes material as it passes over the surface of the workpiece, resulting in the desired shape and finish.
The two main types of centerless grinding are in-feed grinding and thru-feed grinding. In in-feed grinding, each part of the workpiece is ground separately, while in thru-feed grinding, tubular workpieces can be ground, and even small workpieces can be ground simultaneously, achieving high throughput.
Centerless grinding offers several benefits, including the ability to grind fine or fragile workpieces without damage, easy loading/unloading of workpieces, efficient processing of large workpieces with smaller machines, and the achievement of high grinding wheel rotation velocity for optimal performance.
Centerless grinding is widely used in the manufacturing industry for producing high-volume automotive components such as valve spools, camshafts, crankshafts, and pistons. It is also applied in the hydraulics and fluid control, medical, aerospace, and various other industries where roundness and precision of cylindrical surfaces are critical.
Some advantages of centerless grinding include the ability to grind fine or fragile workpieces, no need for workpiece preparation, easy automation of loading/unloading, time-saving in continuous through-feed grinding, and the ability to handle large workpieces with small machines.
A centerless grinding machine uses two wheels: a grinding wheel and a regulating wheel. The grinding wheel removes material from the workpiece, while the regulating wheel applies lateral pressure and controls the linear feed of the workpiece. The relative velocity and position of the wheels determine the grinding action and material removal rate.
There are various types of centerless grinding machines available, including external centerless grinding machines, internal centerless grinding machines, and machines with specific applications such as bars, tubes, cylinders, rotors, and more.
A typical centerless grinding machine consists of a grinding wheel, a regulating wheel, a workrest blade, and a workpiece support. These components work together to achieve precise grinding results.
The working principles of a centerless grinding machine involve the rotation of the grinding wheel and the regulating wheel, as well as the linear feed of the workpiece. The grinding wheel removes material, while the regulating wheel controls the feed rate and ensures consistent grinding results.